



Глава 3.
Розмітка - це наука

За останні роки в машинобудуванні невпізнанно змінилася професія розмітника. Якщо ще недавно розмітником міг бути будь-який слюсар по ремонту або з монтажу, то сучасний розмітник крім глибоких спеціальних знань повинен бути обов'язково думаючим, висококваліфікованим робочим, я б сказав, з золотими руками майстра і з головою інженера. На багатьох заводах випуск кінцевої продукції (за якістю і кількістю) залежить від того, ким і за яким методом були розмічені заготовки, поковки, лиття перед механічною обробкою. Якщо розмітка зроблена продумано, якщо були враховані всі варіанти подальших операцій, успіх забезпечений. Якщо ж в розмітці була допущена хоч одна помилка, то часом дорога, складна виливок або цілий агрегат виявиться шлюбом і праця сотень людей піде прахом.
З Олександром Сергійовичем Васильєвим я познайомився на московському машинобудівному заводі "Знамя труда". Ми працювали в різних цехах величезного заводу і кілька років не зустрічалися, хоча знали один про одного багато.
Васильєв чув про мене, а я мав його книгу математичних таблиць, якою користувався в роботі і яка не раз виручала мене.
Ми зустрілися випадково, коли я зайшов в його цех з якихось справах. Він мене покликав, і ми познайомилися. Високий, худорлявий і стрункий, з великими руками робітника і високим чолом мислителя, Васильєв мені відразу сподобався. Після кількох хвилин розмови я зрозумів, що це справжній новатор у своїй справі, з оригінальним складом розуму і з великим досвідом в новаторських справах.
Васильєв показав своє робоче місце. Побувавши на сотнях заводів нашої країни і за кордоном, я бачив багато розмітників і, хоч і не глибоко, знав їх роботу, їх інструменти і їх робочі місця. У Васильєва все було для мене незвично, все не так.
Копітка, зазвичай чисто індивідуальна робота розмітника тут була поставлена на потік. Деталі були найрізноманітніші, а размечались так, немов вони були однакові і йшли великими серіями.
Я з цікавістю розглядав всю цю індустрію розмітки, забувши, навіщо прийшов в цей цех. Олександр Сергійович стояв поруч і, мабуть, був задоволений тим враженням, яке справило на мене його робоче місце.
"Ось що, Борис Федорович, - сказав він. - Ти зараз поспішаєш, он тебе наш технолог чекає. Давай, приходь завтра або коли у тебе буде вільний час, я тобі не поспішаючи все покажу". Вільного часу на заводі "Знамя труда" у мене ніколи не було, але через кілька днів я зумів викроїти години півтори і пішов до Васильєву.
Навіть при побіжному огляді його пристроїв і пристосувань, його методів роботи я зрозумів, що нехитра перш робота розмітника зараз перетворилася в справжню науку. І створювалася ця наука ось тут, на верстаті Васильєва.
Сам верстак, який представляв перш грубе дерев'яна споруда, збите з дощок, з великими ящиками, з працею висувалися з його лона, був зовсім іншим. Довгий гарний стіл покритий полірованим текстолітів. Подумалося, що його строго горизонтальна поверхня була перевірена по рівню.
Ящики столу наповнені всілякими інструментами і легко висувалися одним пальцем, так як вони не ковзали по напрямних, як зазвичай, а котилися на роликових підшипниках. Поруч зі столом стояв такого ж кольору полірований шафа, де зберігалися василівські пристрої і пристосування. Одне приміщення шафи було заповнене таблицями, книгами і кресленнями.
Перш ніж перейти до опису методів роботи і технічних новинок новатора Васильєва, я хочу докладніше познайомити читача з роботою сучасного розмітника, з новими вимогами, які висуває науково-технічна революція до кваліфікованого розмітником сьогодні.
Наше століття витонченої техніки породив цілий ряд спеціальностей - різновидів найстарішої професії слюсаря: слюсар-складальник, слюсар-ремонтник, слюсар-монтажник, слюсар-сантехнік, електрослюсар, слюсар-інструментальник, слюсар-механік, слюсар-лекальник і, нарешті, слюсар-розмітник . Звичайно, будь-який з цих фахівців може зробити найпростішу розмітку деталі перед фрезеруванням, струганням, сверловкой або інший верстатної операцією.
Але сучасне машинобудування вимагає особливої точності, справді інженерних знань, уміння передбачати і уявляти собі весь процес обробки складних деталей з лиття, поковки, штампування.
Як гарантувати, що кування або лиття складного вузла або корпусу машини, агрегату вийде за всіма параметрами після різних механічних обробок на безлічі верстатів? Можна, звичайно, свідомо збільшити припуски по габаритам вироби. Але це призведе до непродуктивних витрат металу і праці на токарних, фрезерних, розточувальних та інших операціях.
Оптимальні розміри поковки, лиття, штампування і гарантію, що все вийде як треба, дає тільки фахівець-розмітник. До речі, треба сказати, що на деяких заводах йде в шлюб багато відлитих корпусів і великих деталей тільки тому, що там немає досвідченого розмітника, а розмітку доручають слюсареві по ремонту або по монтажу.
Постійне вдосконалення техніки і створення більш складних високопродуктивних машин і механізмів вимагає від розмітника постійного пошуку нових шляхів в роботі, істинного майстерності і новаторства. І не в якомусь окремому випадку, а постійно, день у день. Йому потрібно вишукувати нові способи розмітки, створювати принципово нові пристрої, що дозволяють швидко і безумовно точно визначати весь наступний технологічний цикл обробки складної деталі. Саме таким слюсарем-розмітником є А.С.Васільев.
Коли я прийшов до нього, він займався розміткою складної виливки зі сплаву ВНС - надзвичайно твердого, міцного і дорогого. На литві було безліч бобишек, конусів, площин, уступів і порожнин. Таких деталей було штук 100. На кожній з них розмітник повинен був провести не менше 30 ліній і перехресть, за якими деталь потім будуть стругати, фрезерувати, свердлити, розточувати і виконувати ще багато інших операцій.
- За нормою на розмітку цієї деталі дається дві години, - сказав Олександр Сергійович. - Ці деталі з іншого цеху, але їх прислали до мене. Начальник того цеху говорить, що його розмітники зроблять цю роботу днів за вісім, а йому деталі потрібні післязавтра, інакше зірветься план. Ось і прислали до мене.
- І ти один зробиш цю гору роботи за три дні, коли двоє розмітників не можуть розмітити за тиждень ?! - здивувався я.
- Так, думаю, що і трьох днів на це не знадобиться. - спокійно сказав Васильєв.
"Неймовірно, - подумав я. Ну, що можна придумати, щоб прискорити цю копітку і відповідальну роботу?"
Завжди розмітники для розмітки корпусних деталей користуються відомим штанген-рейсмусом, які мають чертилку з доведеної мірильною площиною. Розмітник за кресленням знаходить на деталі базу, від якої беруться всі розміри, і від неї набирає з кінцевих мір (плиток Иогансона) перший розмір. Поставивши штанген-рейсмус на розмічальні плиту, він по блоку кінцевих мір встановлює обмірні площину чертилки на потрібний розмір і проводить вістрям чертилки першу лінію на деталі.
Однак на деталі крім першого розміру є ще 25-26 розмірів в різних площинах і координатах, які треба ретельно обчислити і точно перенести на метал. Значить, для того щоб зробити розмітку тільки однієї деталі, треба 26 разів набирати різні блоки кінцевих мір, 26 раз встановлювати площину чертилки на різні розміри, для того щоб провести на деталі обчислені заздалегідь розміри. А деталей - 100 штук. Як тут прискорити справу?
Може бути, встановити один розмір, підняти на розмічальні плиту по черзі всі деталі і провести на них лінію першого розміру, а потім встановити другий розмір і знову прокреслити його на всіх деталях по черзі? Жоден розмітник на це не піде - довго і виснажливо. До механічної обробки виливок корпусної деталі часто важить 10-15 кілограмів, а то і більше. Підняти на плиту і зняти з неї 2 тонни металу за зміну - для цього треба бути чемпіоном-силачем у важкій вазі. Значить, треба тримати на плиті виливок до повної її розмітки.
Це обумовлено ще і терміновістю роботи: розмічені остаточно деталі відразу йдуть на верстат для обробки і не можна чекати 10 днів, поки всі деталі будуть готові. І ще: матеріал ВНС настільки твердий, що загартована частина чертилки сідає, провівши кілька ліній, її треба знімати з штанген-циркуля, заточувати і доводити вістря. Начебто 10 днів - термін не дуже великий.
Розмітка деталей стала настільки трудомісткою, що часом займає більше часу, ніж сама обробка. Коли я прийшов на робоче місце Васильєва, було 10 годині ранку і підготовчі роботи він уже закінчив. Місця, де треба було провести розмірні лінії і перехрестя на деталях, були зафарбовані фіолетовою фарбою, а на розмічальній плиті, яка покоїться на полірованому столі-верстаті, стояв дивовижний штанген-рейсмус. Він мав не одну, а дві стійки зі шкалою. Між стійками розташовано безліч магазинів, в яких сидять ніжки-чертилки. Вони можуть миттєво висуватися з магазину і так само швидко забиратися. Все чертилки заздалегідь встановлюються на задані розміри, потрібні для розмітки будь-якої партії складних деталей.
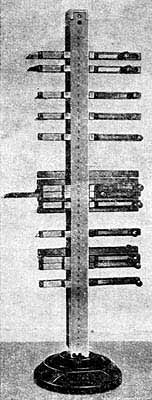
Багатоголковий
штанген-рейсмус
А.С. Васильєва
Висунувши з магазину ніжку-чертилку з потрібним розміром, Васильєв швидко прокреслює лінію на деталі і тут же забирає чертилку, висуваючи ніжку з наступним розміром, і т. Д. Навіть при невеликих партіях однакових деталей, 20-30 штук, розмітка йде в 20 разів швидше. Кожна ніжка має ріжучу грань з твердого сплаву, це дає можливість надзвичайно швидко розмічати не тільки сирі, а й загартовані деталі, а також деталі з твердих і важкооброблюваних матеріалів. Відпала необхідність часто заточувати і доводити ріжучу грань ніжки-чертилки. Остання обставина особливо важливо не тільки внаслідок прямої економії часу на цих операціях, а й тому, що за будь-якої переточуванні чертилки "збивається" раніше встановлений розмір.
Ще одна важлива перевага Багатоголковий штанген-рейсмуса. Відомо, що всі розмітники швидко втрачають гостроту зору. Навіть кажуть, що, чим більш досвідчений розмітник, тим він гірше бачить. При роботі штанген-рейсмусом Васильєва напруга зору скорочується в стільки разів, скільки деталей в розмічається партії. В даному випадку напруга для очей скоротилося в 100 разів.
Що міг зробити розмітник зі звичайним штанген-рейсмусом? У кращому випадку взяти кілька наборів кінцевих мір і зібрати 25-26 блоків на все обчислені їм розміри деталі. Але все одно йому довелося б на кожній деталі 25-26 разів напружено вдивлятися, налаштовуючи ніжку-чертилку на потрібний розмір.
А тут Олександр Сергійович тільки один раз налаштував ніжки штанген-рейсмуса на всі розміри і записав їх черговість. А в процесі роботи з деталлю його зір не напружувався. Любо-дорого було дивитися, як він розправлявся з кожною деталлю! Поставить корпус на обрану ним базу і натисне на одну з налаштованих на розмір ніжок-чертілок. Та вискакує з магазину, і розмітник креслить нею лінію. Ніжка миттєво вбирається, а з магазину вискакує друга, з новим розміром. Васильєв тільки повертав деталь на плиті різними сторонами. Хвилин через п'ять все розміри були прокреслені і деталь була підготовлена для механічної обробки. Стало ясно, що таким методом можна зробити цю роботу раз в 20 швидше, ніж це роблять звичайним інструментом, і без зайвого втоми.
Інший загальновідомий інструмент сучасного розмітника - оптична делительная головка з трьохкулачковим патроном або з цангами. Чомусь ділильні головки зазвичай випускаються з висотою від центру обертання патрона до підстави головки 183 мм. На думку Васильєва (та й інших розмітників), це дуже незручне число, що утрудняє розрахунки і обчислення різних розмірів при розмітці.
Олександр Сергійович давно вже зробив основу своєї ділильної головки товщі на 17 мм. Висота центрів головки стала дорівнює 200 мм, що дуже зручно для розрахунків, багато з яких тепер можна робити в розумі, в той час як при числі 183 доводилося вираховувати на папері. Дрібниця? Щоб ви не сказали! При постійній щоденній роботі розмітник на цій "дрібниці" заощадить чимало годин.
У новому підставі ділильної головки Васильєв помістив мікробатарейку з кнопкою включення електролампочки. Маючи автономне живлення освітлення, нова делительная головка не потребує шнурі, розетки і вилки, т. Е. Може працювати в будь-яких умовах і в будь-якому місці. Їй не потрібен знижує напругу струму трансформатор, який в звичайних голівках необхідний.
Світло в оптиці розмітник включає натиском на кнопку тільки в момент погляду в окуляр. Прочитав свідчення на оптичної шкалою, відпустив кнопку - і світло згасло. Однією батарейки від кишенькового ліхтаря вистачає на три роки щоденної роботи.
Якщо такі ділильні головки випускати серійно, то крім чисто технологічних зручностей і переваг вони дадуть і деяку економію електроенергії.
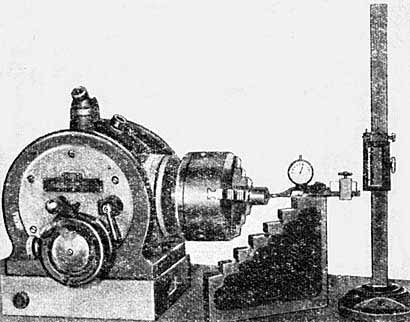
Оптична делительная головка,
модернізована А.С. Васильєвим
Дуже зручна драбинка до ділильної голівці з точно притертими сходинками. Висота кожної сходинки дорівнює 20 мм. Зібрати з кінцевих мір блок, скажімо, в 190 мм і по ньому встановити рейсмус вельми важко, так як блок може впасти. А покласти на сходинку драбинки плитку в 10 мм і притертися її просто, а взяти з неї розмір на рейсмус дуже легко і зручно.
Зазвичай розмітник, встановлюючи ніжку рейсмуса, як кажуть, "на щуп", може допустити неточність, прикладаючи її до кінцевих мір. У Васильєва з ніжкою рейсмуса пов'язаний індикатор, який виключає приблизне "на щуп" і дає точність розміру в межах 0,01 мм.
Такі невеликі модернізації дозволяють розмічати деталі по колу і по площині з точністю до 20 секунд, причому цю роботу можна робити в 3 - 4 рази швидше, ніж зі звичайною делительной головкою.
Слюсарний косинець у Васильєва є універсальний інструмент, за допомогою якого можна точно прокреслити на деталях як паралельні, так і перпендикулярні лінії з точним відліком між ними і від базової площини, не застосовуючи ніякого допоміжного інструменту.
За вертикальної шкалою кутника ходить ноніус з рискою, а в підставі кутника є довгий паз з нанесеними поділками. Це дозволяє значно розширити можливості використання простого інструменту і робить його зручним для швидкої і якісної розмітки.
Розмічальні циркулі ... Для точної розмітки Васильєв вживає циркуль свого колеги по професії С.А. Новікова - з двома половинками розрізаної 5-кратної лупи, що дозволяє робітнику дуже точно ставити вістрі ніжки циркуля на потрібну лінію, точку або перехрестя.
Для розмітки по загартованим деталей призначений циркуль зі змінними твердосплавними ніжками.
Для розмітки кіл з центру отвори вживається циркуль з однієї гострої і з одного кульковою ніжкою. Кулькова ніжка змінна: кульки підбираються трохи більше отвори. Таких інструментів і пристосувань у А.С. Васильєва безліч.
Ми даємо опис тільки деяких з них.
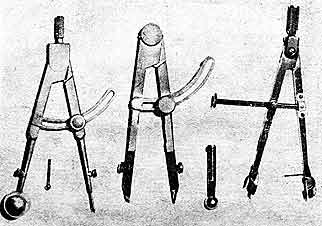
Нові типи розмічальних циркулей
Велику допомогу при розмітці дають спеціальні математичні таблиці, створені Васильєвим. Вони - необхідна частина Василівського методу роботи. Причому таблиці в однаковій мірі потрібні як розмітником, так і кресляреві і конструктору. З їх допомогою ці фахівці можуть підвищити продуктивність своєї праці в 10 - 20 разів.
Видавництво "Машинобудування" випустило книгу А.С. Васильєва "Нові інструменти для розмічальних робіт". Наступний друкована праця Васильєва - книга про базах в розмітці, про те, з чого починати розмітку складних поковок, виливків і заготовок різних корпусів і агрегатів. Це дуже важливо в сучасному машинобудуванні, так як від правильного вибору бази залежить якість всіх подальші операцій обробки.
При наступному відвідуванні Олександра Сергійовича я мимоволі став свідком цікавої сцени. Навколо його робочого місця стояли майстри, нормувальник і начальник відділу праці та заробітної плати заводу. Виявляється, керівництво цеху і відділу праці занепокоїлося з приводу високих заробітків Васильєва. Були висловлені припущення, що він працює за заниженими нормами, що він якось "хімічити" і тому його заробіток становить 400 рублів на місяць. Всі зійшлися на думці, що це неприпустимо. Коли нормувальник сказав про це Васильєву, той трохи подумав, а потім відповів у властивій йому розважливою манері:
- Ось що, Олексій Петрович! Запроси-ка ти завтра з ранку начальника відділу праці та зарплати зі своєю свитою в цех, і нехай вони разом з тобою подивляться, як я тут працюю!
Я прийшов якраз в той момент, коли "свита", на чолі з начальником відділу, зібралася навколо Васильєва.
Тут треба сказати, що ще в перші відвідини Олександра Сергійовича я помітив вмонтований в стіл верстата звичайний будильник. Я тоді дещо здивувався і жартома запитав: "Ти що ж це, Олександре Сергійовичу, спиш, чи що, за верстатом, навіщо тобі будильник?" Васильєв розсміявся і сказав, що будильник у нього для інших цілей.
... Олександр Сергійович оглянув усіх присутніх начальників і спокійно запропонував:
- Ось що, товариші нормувальники! Дайте мені зараз яку хочете розмічальні роботу і встановіть будь-яку на неї норму, яку ви вважаєте правильною. І давайте подивимося, що з цього вийде
Навіть я, старий вовк, загартований в "боях" з нормувальниками багатьох заводів, здивувався спокою і тієї впевненості, з якою Васильєв кидав виклик своїм "противникам".
З стоси, що лежить на верстаті, нормувальник вибрав креслення великий корпусної деталі з безліччю отворів, кутів, конусів і сполучень кутів з радіусами. Деталь лежала поруч.
- Розмітьте цю деталь, - запропонував нормувальник.
- Скільки ви даєте на розмітку такої деталі в інших цехах? - запитав Васильєв. Зараз він вже не посміхався, а був суворий і серйозний. Начальник відділу праці та зарплати випередив нормувальника і сказав:
- На цю роботу дається одну годину.
Васильєв посміхнувся (потім він мені сказав, що в сусідньому цеху ця деталь, "коштувала" 1 година 50 хвилин), але заперечувати не став.
Він витягнув з ящиків свої математичні таблиці, інструменти і завів будильник. Швидко знайшовши по таблицях необхідні дані, не поспішаючи, дуже чітко, без єдиного зайвого руху він почав розмічати деталь.
Всі уважно стежили за роботою. Я теж з цікавістю спостерігав за цим незвичайним експериментом. Було тихо. Раптом пронизливо задзвонив будильник. Від несподіванки всі здригнулися. Васильєв засміявся і відклав убік інструменти.
- Готово, - сказав він, - пройшло 6 хвилин.
Контрольний майстер почав уважно перевіряти деталь, раз у раз звіряючись з кресленням. Перевірка зайняла часу в 3 рази більше, ніж сама робота, але причепитися було ні до чого.
- Є якісь питання? - звернувся Олександр Сергійович до нормувальника.
Начальник відділу праці та зарплати довго мовчав. Нарешті якось знехотя простягнув:
- У мене питань немає. - І разом зі своєю "свитою" пішов до виходу.
Незважаючи на повну перемогу в цій перевірці, вона до глибини душі образила Васильєва недовірою до його майстерності, до його новаторським справах, до його новому, науковому підходу до роботи розмітника.
Замість того щоб подякувати новатора за його дивовижні досягнення і швидко поширити його досвід по всіх цехах і філіям заводу його запідозрили в якихось махінаціях для отримання високої зарплати!
Васильєв незабаром подав заяву і пішов з заводу, на якому пропрацював 10 років. І я його цілком розумію: новатори дуже чутливі до подібних уколів.
- І тобі не шкода кинути таке унікальне робоче місце? Ти ж на нього витратив кілька років ?! - запитав я його.
- Нічого, - відповів Олександр Сергійович. - На іншому заводі я зроблю ще краще. Я тебе запрошу, коли воно буде готове.
На великому заводі догляд одного фахівця, навіть новатора, не відразу буває помітний. Як співається у пісні: "Загін не помітив втрати бійця і яблучко-пісню проспівав до кінця!" Майстер Л. Ципкин, у якого працював Васильєв, бадьорився і сам себе заспокоював, кажучи мені: "Він уже видихався, більше нічого нового створити не може, тому і пішов".
Але майстер явно кривив душею. На місце Васильєва довелося перевести трьох розмітників з інших цехів, і все одно вони не справлялися з тим обсягом роботи, який виконував Олександр Сергійович. У ливарному цеху і на механічній обробці корпусних деталей став рости шлюб. Не беруся стверджувати, що це було прямим наслідком виходу Васильєва, але це стало помітно через місяць-півтора, після його звільнення.
На машинобудівному заводі "Знамя", куди перейшов Васильєв, вузьким місцем було виробництво складних корпусів потужних двигунів. Для того щоб отримати 10 корпусів, доводилося робити до 100 виливків. На останніх механічних операціях починали проявлятися огріхи: то розмір не виходить, то отвір доводиться не на центр, а збоку бобишки, то ще якась проблема. Все робилося за добре розробленої технології, технологи були кваліфіковані, а ось ти диви! Виправдання шукали тільки в одному: виріб нове, технологи ще не пристосувалися. А освоєння занадто затягувалося, і це коштувало дорого. Васильєва направили в ливарний цех, до модельника і ливарникам.
Васильєв запросив мене до себе на нове місце через три місяці. Він сказав начальнику цеху, що я можу дати потрібну цеху консультацію по алмазної обробки деталей, і той викликав мене. Олександр Сергійович працював в напівізольованому від загального цеху приміщенні. Його нове робоче місце вже почало обростати незвичними для заводу пристроями та інструментами. Старі робочі цеху з деяким подивом, але, в общем-то, дружелюбно поглядали на не бачені тут василівські інструменти.
Місцевих розмітників підкуповувала скромність Олександра Сергійовича. Він сам підійшов до них і сказав: "Хочу подивитися, як ви тут в літейке працюєте, може, доведеться дечому підучитися".
Гірше було з технологами та інженерами. Васильєв досвідченим оком і професійним чуттям відразу визначив, що шлюб корпусів виходить з-за неправильно обраної бази, від якої технологи пропонують вести всю розмітку корпусу. Це дуже важка справа: в складній деталі з сотнями розмірів правильно вибрати базу! Технологи ні за що не хотіли відступати від своєї технології - наполягали, що це єдино правильне рішення, і звалювали невдачі на модельників, розмітників і ливарників. Вони категорично заперечували Василівський метод вибору бази і запропоновану ним розмітку моделі корпусу. Але при всій його скромності характер у Васильєва твердий, він людина наполеглива.
Він запропонував начальнику цеху: "Дайте мені возможость зробити десяток корпусів від моделі до механічної обробки, і подивимося, що з цього вийде. Адже ви все одно відливає їх сотнями." Начальник цеху, молодий інженер, пішов на ризик і, всупереч залякування технологів, повірив в Васильєва.
Я прийшов в цех до Олександру Сергійовичу, коли експеримент з корпусами вже закінчувався. Складність завдання я уявляв, оглянувши стіни його приміщення. Велика, метрів в 40, кімната з однієї відкритої в цех стінкою вся була обклеєна кресленнями того самого корпусу, показаного в різних проекціях, видах і ракурсах. На корпусі треба було нанести не менше 400 взаємопов'язаних розмірів. Васильєв розповів, як він воює з технологами, показав сам корпус, уже після механічної обробки, виконаної за колишньою технології. Шлюб був видний при першому ж порівнянні з кресленням. І тут же стояв інший, оброблений, готовий до складання корпус, зроблений за моделями і розмітці Васильєва. Прискіпливий контрольний відділ не зміг знайти в ньому ні найменшого вада.
- Так вийшли дев'ять з десяти моїх корпусів, - просто сказав Васильєв.
Я прикинув в умі: одна справа - 90% браку, і інша справа - 10%. Але і 10% - це теж немало. Один такий корпус коштує тисячі рублів. Олександр Сергійович немов прочитав мої думки.
- Це мій перший досвід, в подальшому шлюб буде взагалі виключений. У мене вже є одна задумка, - сказав він.
Розмова відбувалася за чотири місяці до XXV з'їзду нашої партії. Робочі тоді брали додаткові зобов'язання по збільшенню продуктивності і поліпшення якості продукції, що випускається ними продукції. Новатори йшли в перших рядах соціалістичного змагання, і їх зобов'язання до з'їзду КПРС були, як правило, дуже солідні.
- Ось яка у мене задумка, - повторив Васильєв. - Я хочу з цієї "згубною" деталі зробити продукцію відмінної якості. І навіть більше: хочу добитися, щоб до XXV з'їзду партії цього корпусу присвоїли Знак якості.
Час показав, що в зобов'язаннях до з'їзду у Васильєва не було похвальби: шлюб по корпусам ліквідовано, вироби стали виходити тільки відмінні. Методи роботи робочого-умільця технологи та інженери визнали найбільш правильними і досконалими.
Методи роботи Васильєва тепер відомі в багатьох промислових центрах країни. Олександр Сергійович побував в Ленінграді та Харкові, Горькому і Баку, Алма-Аті і Іркутську. Його запрошували в десятки міст на найбільші заводи різних галузей промисловості. І всюди він починав свої виступи зі знайомства з місцевими розмітником. "Я приїхав до вас повчитися, - завжди починав він розмову, - а й у мене є дещо для вас, може бути, вас що-небудь зацікавить з моїх інструментів".
Васильєв звичайно ж скромничав: не було ще такого заводу (крім, може бути, московського "Знамя труда"), де його нові пристрої і інструменти не викликали б глибокого інтересу, а його методи розмітки і способи знаходження правильної бази не ставали б предметом вивчення десятків інженерів.
Олександр Сергійович завжди готовий передати свої технічні досягнення всім, хто цим цікавиться. Для демонстрації своїх пристроїв, які в більшості досить важкі, він зробив діючі макети з дюралюмінію. Це дуже легкий метал, і тепер його "відрядження" чемодан важить не так вже й багато. Васильєв - бажаний гість на багатьох московських заводах, куди його запрошують, якщо що-небудь не ладиться з розміткою складних деталей машин або якщо після механічної обробки виливки не виходить дорога деталь.
Васильєв створив цілу науку про базах, він міг би навчити безпомилково знаходити правильну базу для розмітки будь-хто, навіть найскладнішої, деталі. Це наука про те, як не робити помилок. Васильєв багато разів говорив мені про неї, вона була у нього в голові, це відчувалося. Але книги немає.
Раптова, раптова смерть перервала творчий шлях чудового російського умільця. Він помер в 1977 році, на 46-му році життя, прямо на роботі.
Хочеться вірити, що його учні та послідовники все ж напишуть книгу про вибір правильних баз при розмітці складних деталей - книгу, яку не встиг написати Олександр Сергійович Васильєв.
Глава 4. Шліфувальник Крамаровський
Зміст
Як гарантувати, що кування або лиття складного вузла або корпусу машини, агрегату вийде за всіма параметрами після різних механічних обробок на безлічі верстатів?І ти один зробиш цю гору роботи за три дні, коли двоє розмітників не можуть розмітити за тиждень ?
Ну, що можна придумати, щоб прискорити цю копітку і відповідальну роботу?
Як тут прискорити справу?
Що міг зробити розмітник зі звичайним штанген-рейсмусом?
Дрібниця?
Я тоді дещо здивувався і жартома запитав: "Ти що ж це, Олександре Сергійовичу, спиш, чи що, за верстатом, навіщо тобі будильник?
Скільки ви даєте на розмітку такої деталі в інших цехах?
Є якісь питання?